فرآیند رنگرزی و تکمیل پارچه های گردباف چگونه است؟
پارچه های بغل بسته گردباف پس از خروج از خط تولید، وارد مرحله رنگرزی می شوند. یک خط رنگرزی ایده آل جهت پارچه های پنبه ای گردباف، شامل مراحل پرزسوزی، مرسریزاسیون، رنگرزی، آب گیر – تاب گیر ( Rope Opener )، خشک کن و کامپیکت (Compact) و بسته بندی می باشد. البته بعضی از پارچه های گردباف مانند پلی استر، ریون و پارچه های لایکرادار که نیاز به تثبیت قبل از رنگرزی دارند و طی مراحل زیر رنگرزی می شوند:

لازم به ذکر است که این روش در اروپا متداول نیست ولی در کشورهایی که بیشتر از پارچه های بغل بسته استفاده می کنند، متداول تر است.

یکی از مراحل قبل از رنگرزی پارچه های پنبه ای پرزسوزی است که در آن پرزهای سطحی روی پارچه توسط شعله سوزانده می شود تا پارچه زیر دست نرمی و لطیفی پیدا کند و جهت ورود به مرحله مرسریزاسیون آماده شوند. از این رو، این عمل توسط ماشین آلاتی صورت می گیرد که دارای شعله هایی جهت انجام عملیات پرزسوزی است، اما از آنجایی که جزء ماشین آلات گران محسوب می شوند، در ایران کمتر مورد استفاده قرار می گیرند.
– دلیل مرسریزاسیون پارچه های پنبه ای گردباف چیست؟
عمل مرسریزاسیون دارای مراحل زیرمی باشد:
1) از آنجائیکه رادیکال آزاد +H تمایل به جذب OH- آب و در نتیجه باعث آبدوست بودن پنبه می شود، لذا در مرحله مرسریزاسیون +H پنبه با OH- سود ترکیب شده بنابراین 50% آبرفتگی پارچه پنبه ای کاهش می یابد. زیرا +H آزاد کمتری جهت جذب OH – آب باقی می ماند.
2) سطح مقطع پنبه از حالت لوبیایی به حالت دایروی تبدیل شده در نتیجه انعکاس نور مستقیم انجام می گیرد، بنابراین شید رنگی واضح تر و بهتر دیده می شود.
3) جذب رنگ پارچه مرسریزه شده تا 30% افزایش می یابد.البته باید توجه داشت چنانچه سود مدت زیادی در پارچه پنبه ای بماند باعث تبدیل پنبه به حالت پلاستیکی می شود، در نتیجه پارچه ای دارای زیردست خشک و زبر می شود.بنابراین سود می بایست در زمان کوتاهی توسط اسید خنثی سازی و سپس پارچه توسط آب شسته شود.
مراحل رنگرزی
مرحله رنگرزی پس از مرحله مرسریزاسیون قرار دارد که از حساس ترین بخش ها به شمار می آید.در بحث رنگرزی عوامل مختلفی دست به دست هم می دهند تا رنگرزی و توجیه اقتصادی مطلوبی داشته باشیم. از جمله این عوامل ، می توان به ساختمان پارچه و شید رنگی مورد نظر اشاره کرد که همواره یاری دهنده ما در دستیابی به یک رنگرزی مطلوب است.
شید رنگی زمانی حاصل می شود که در درجه اول، دستگاه رنگرزی از کیفیت مطلوبی برخوردار باشد، دوم اینکه دارای سیستم بخار مناسبی باشد و سومین عامل، آنالیز آب مصرفی است که عاری از سختی باشد.بدین ترتیب، آب مصرفی می تواند حساس ترین نکته در کارخانجات رنگرزی محسوب شود که از دغدغه های اصلی این کارخانه ها که بتوانند با کمترین میزان مصرف آب، بهترین رنگرزی را انجام دهند، چرا که آب در دستگاه رنگرزی ، موجب سهولت حرکت پارچه و تزریق بهتر رنگ به پارچه در این دستگاه می شود. در گذشته رنگرزی با مصرف زیاد آب همراه بود، زیرا موجب جذب بیشتر رنگ و آسیب دیدگی کمتر به پارچه می شد، اما از آنجایی که افزایش مصرف آب، موجب افزایش هزینه تولید، میزان پساب و مواد تعاونی مصرفی می گردد، تولید کنندگان در پی آن هستند که با کمترین مصرف آب، بهترین رنگرزی را داشته باشند.
از دیگر عوامل موثر بر رنگرزی، توجه به کیفیت رنگزا وپس از آن مواد تعاونی مصرفی است. از طرف دیگر، کیفیت پارچه خام از دیگر نکات حائز اهمیتی است که عدم توجه به آن منجر به ایجادمشکلات متعددی می گردد.
مکانیزم عملکرد دستگاه های رنگرزی
به طور کلی دستگاه های رنگرزی از لحاظ حرارتی به دو دسته تقسیم می گردد :
1-اتمسفریک : دستگاهی است که با درجه حرارت 100-110 درجه سانتیگراد عملیات رنگرزی را انجام می دهد و مورد استفاده برای پارچه های اکریلیک، پنبه ای و حتی ویسکوز می باشد.دستگاه Over Flow دستگاه اتمسفریکی است که برای پارچه های پنبه ای استفاده می گردد.این دستگاه تنها برای پارچه هایی که با درجه حرارت پایین رنگرزی می شوند، مناسب است و مصرف آب بسیار بالا دارد که از ضعف این دستگاه محسوب می گردد و امروزه این دستگاه بندرت استفاده می شود.
2-درجه حرارت بالا (High Temperature) : دستگاهی است که توانایی انجام عملیات رنگرزی با درجه حرارت های مختلف تا 130 درجه را دارد، بنابراین علاوه بر آنکه جهت انواع پارچه مناسب می باشد، جهت رنگرزی پلی استر بسیار مناسب است، زیرا پلی استر به دلیل نداشتن رادیگال آزاد واکنش دهنده با پایه های مولکولی رنگزا، به صورت دیسپرس رنگرزی می شوند و از آنجایی که در رنگرزی دیسپرس به علت باز شدن کانال های لیف و جایگزینی مواد دیسپرس درون کانال ها، حرارت بالا مورد نیاز است، لازم است که از این نوع دستگاه های رنگرزی استفاده گردد.این امر در مورد پارچه های مخلوط پنبه/ پلی استر نیز صدق می کند.
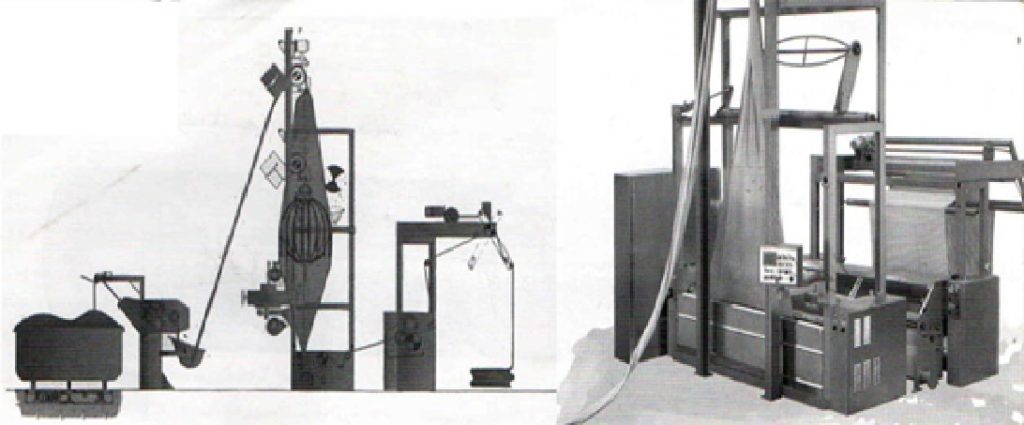
دستگاه جت رنگرزی پارچه افقی
این نوع دستگاه ها مورد استفاده برای پارچه های ظریف، حساس و شکننده ای همچون حریر، پلی استر و ریون است، چرا که به دلیل ظاهر افقی شکل خو، پارچه به صورت کاملاً آزاد و راحت داخل دستگاه قرار میگیرد و از آنجایی که دستگاه از پیچ و خم های کمتری برخوردار است، لذا شکستگی پارچه به حداقل می رسد.اما مصرف آّب در دستگاه جت افقی شکل بالا بوده که به دنبال آن پساب بیشتری دارد و همین امر، از نقاط ضعف این دستگاه محسوب می شود ولی در حال حاضر بهترین دستگاه برای پارچه های فوق الذکر می باشد. (تصویر 1)
البته باید توجه داشت که با گذشت زمان و تغییر و تحولات صورت گرفته در حوزه پارچه و به طور کلی نساجی، دستگاه های رنگرزی نیز به منظور افزایش کاربرد برای پارچه های حدید الورود به بازار، دچار تغییراتی شده اند، به عنوان مثال کمپانی های سازنده سعی نموده اندکه با تغییر ساختار فیزیکی دستگاه های رنگرزی مصرف آب از 1/20 به 1/10 ویا 1/8 نیز برسانند.ولی به دلیل استفاده از پارچه های ظریف و شکننده در این دستگاه ها، نمی توان مصرف آب را خیلی کاهش داد.
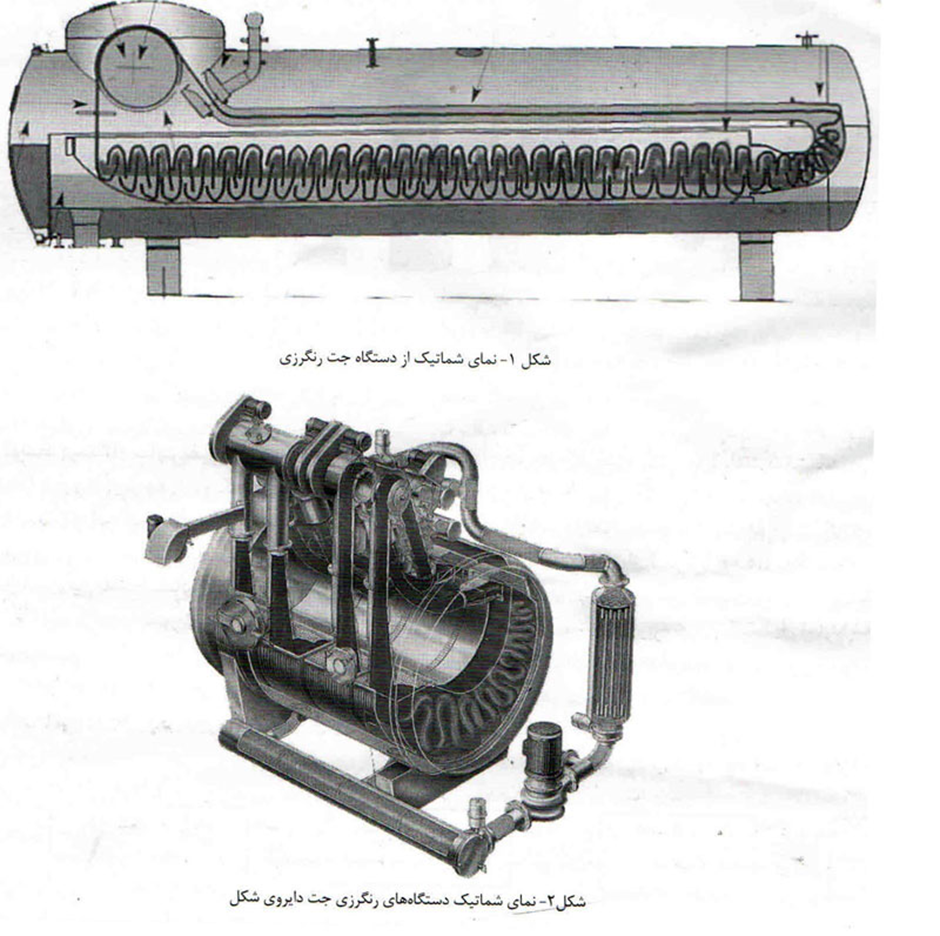
دستگاه جت رنگرزی پارچه دایروی (خمره ای) ROUND SHAPE
این نوع دستگاه داراری مصرف آب کمتری است، اما به دلیل ساختار ظاهریشان، پارچه در پیچ و خم ها و در نتیجه تحت کشش بیشتری است.از این رو، برای پارچه هایی با وزن متوسط و زیاد همچون دورس، یک رو پنبه، دو روپنبه، پنبه/پلی استر و به طور کلی پارچه با وزن 700 – 150 گرم مناسب می باشد. (تصویر 2)
شکستگی پارچه
اصولاً دو نوع شکستگی در پارچه های ظریف و حساس ایجاد می شود. شکستگی عمودی و شکستگی طولی.شکستگی عمودی در وینچ ورودی دستگاه رنگرزی ایجاد می شود.بدین ترتیب که وینچ ورودی کشش زیادی در مرحله ورود پارچه به دستگاه رنگرزی اعمال میکند و همچنین بدلیل فاصله بین وینچ ورودی و مخزن دستگاه رنگرزی این نوع شکستگی ایجاد می شود.در حال حاضر کمپانی های سازنده، وینچ ورودی را طوری می سازند که بجای اعمال کشش به پارچه، پارچه را با حداقل کشش و در حقیقت به صورت هل دادن به دستگاه وارد می کند و همچنین فاصله وینچ ورودی تا مخزن دستگاه را نیز کوتاهتر می سازند.از آنجائیکه در قسمت رنگرزی پارچه دائماً در حال حرکت در مسیر زانوها و پیچ و خم های کانالهای رنگرزی می باشد، لذا این پیچ و خم ها باعث شکستگی طولی در پارچه می شوند.در نتیجه سازندگان با صیقل نمودن سطح داخلی کانالها را صیقل کرده و تغییر زاویه زانوها و پیچ و خم ها از حالت قائم به حالت منفرجه باعث بهبود این عیب گردیده است.
مرحله بعد از رنگرزی پارچه
پس از رنگرزی ، پارچه خیس و دارای پیچ و تاب است.لذا می بایستی آبگیری شود. در این مرحله دو نوع آب گیری وجود دارد.
1 ) آبگیری توسط دستگاه سانتریفیوژ که میزان آبگیری پارچه حدوداً 50% بوده ولی در بعضی موارد باعث شکستگی در پارچه می شود و ضمناً پیچ و تاب پارچه را نیز باز نمی کند.
2) تاب گیر ” ROPE OPENER”
که می تواند علاوه بر باز نمودن پیچ و تاب پارچه آن را آبگیری نماید و استفاده از فولارد قوی در این دستگاه باعث آبگیری بهتر می شود.در این دستگاه جهت باز کردن پارچه های بغل بسته از کاتر که مجهز به چشمی می باشد استفاده می شود که این چشمی خط سوزن افتاده روی پارچه را رونمایی کرده و باعث می شود که کاتر بصورت مستقیم پارچه را بصورت عمودی برش دهد و آن را از حالت پارچه بغل بسته به پارچه با عرض باز تبدیل نماید.(شکل3)